




PP高透片材擠出生產(chǎn)線
2024-05-27 10:58 來源:唯塑傳播
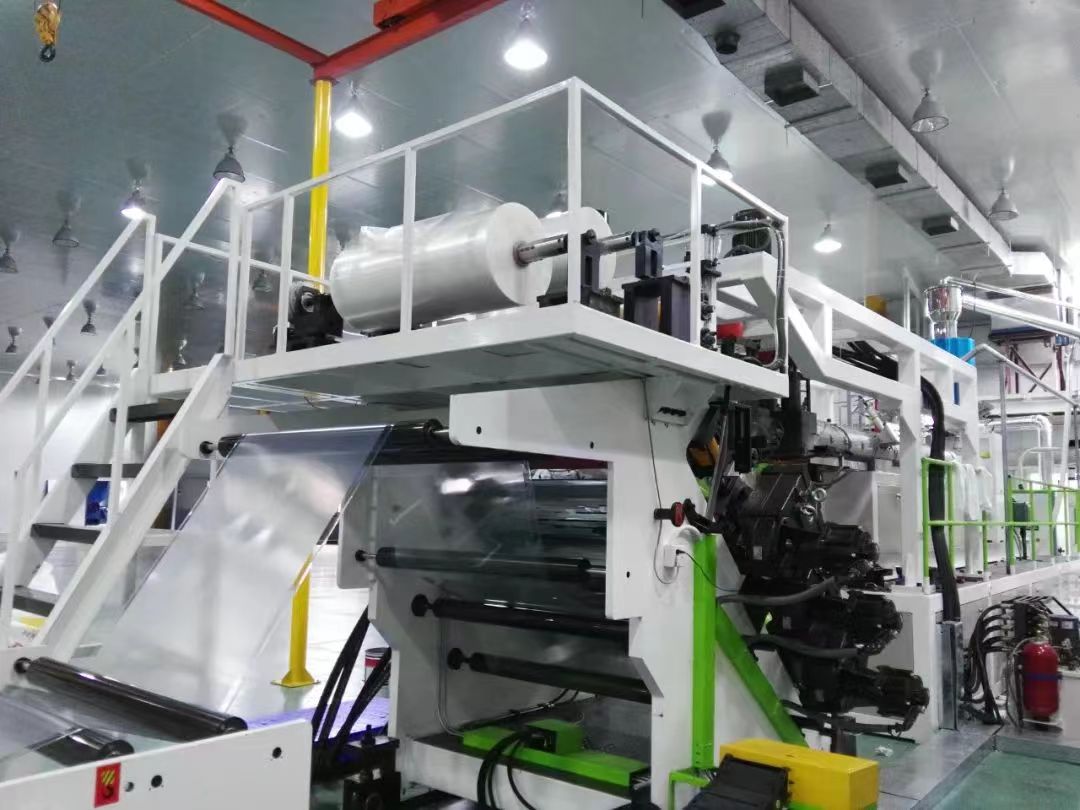
PP高透片材擠出生產(chǎn)線主要用于生產(chǎn)聚丙烯(Polypropylene,簡稱PP)高透明度片材。因其具有良好的透明度、耐化學(xué)性、韌性和可回收性等優(yōu)點(diǎn),廣泛應(yīng)用于食品包裝、醫(yī)療用品包裝、電子產(chǎn)品保護(hù)、印刷基材等領(lǐng)域。以下是該生產(chǎn)線的基本組成部分和工作流程概述:
1. 原料準(zhǔn)備:首先,將干燥的PP樹脂顆粒作為原料,這些原料需要經(jīng)過嚴(yán)格的干燥處理,以去除水分,避免在加工過程中產(chǎn)生氣泡,影響片材的透明度和質(zhì)量。
2. 擠出機(jī):混合好的物料通過上料系統(tǒng)送入到單螺桿或雙螺桿擠出機(jī)中。擠出機(jī)通過加熱和螺桿的剪切段、塑化段、輸送段把顆粒料熔融成均勻的熔體。
3.過濾系統(tǒng):為了保證片材的透明度和純凈度,熔體在擠出后會通過一個精密的過濾網(wǎng),用于剔除可能存在的雜質(zhì),如未熔化的樹脂顆粒或外來異物。
4.計(jì)量泵:過濾后的熔體進(jìn)入計(jì)量泵,通過精確控制熔體的流量,和主機(jī)進(jìn)行聯(lián)動,能有效穩(wěn)定的將熔融材料送入到片材成型模頭,對片材厚薄度的調(diào)整起到關(guān)鍵性的作用。

5.模具和口模:熔融的PP物料從擠出機(jī)出來后,通過特殊設(shè)計(jì)的模具和口模,形成所需的厚度和平整度的片材形狀,控制產(chǎn)品的寬度。對于高透片材而言,模具和口模的設(shè)計(jì)尤為關(guān)鍵,需確保物料流動均勻,無氣泡產(chǎn)生,以達(dá)到高透明度的要求。
6.冷卻定型系統(tǒng):從模頭出來的熱熔體片材經(jīng)過模具或者口模立即進(jìn)入壓光機(jī)進(jìn)行快速冷卻定型,調(diào)整片材的厚薄度和寬度。壓光機(jī)控制輥筒溫度為水塔通水冷卻(或者冷水機(jī)),由于PP的收縮性比較大,所以在收卷之前要完全冷卻好,消除內(nèi)應(yīng)力,才能使產(chǎn)品達(dá)到合格,不會因?yàn)槭站砗煤蠓乓欢螘r間出現(xiàn)收縮的現(xiàn)象。

7.牽引與切邊裝置:冷卻定型后的片材通過切邊裝置,根據(jù)需要的尺寸,通過切邊進(jìn)行切割。對于片材所需的寬度進(jìn)行調(diào)整,并裁切掉兩邊不合格的邊。牽引裝置和壓光機(jī)是進(jìn)行同步聯(lián)動的,可以有效的控制片材的生產(chǎn),控制其速度和張力,以維持片材的平整度和厚度均勻性。
8.卷取系統(tǒng):最后,切割好的片材被卷繞到卷軸上,收卷軸通過伺服電機(jī),恒張力控制,可以起到很好的卷材邊整齊的控制,和內(nèi)卷和外卷的收卷張力是一樣的,不會出現(xiàn)卷材內(nèi)緊外松的情況,以便于后續(xù)的包裝、儲存和運(yùn)輸。

9.如果做切片折合印刷包裝的,后端還需加切片機(jī)。在生產(chǎn)過程中,還需增加覆膜裝置,在切片之前片材上、下兩面進(jìn)行覆膜(膜可以手撕下來的),在運(yùn)輸?shù)臅r候保護(hù)片材,不會對片材表面造成損傷。
整個生產(chǎn)過程中,溫度控制、物料配比、冷卻效率和機(jī)械精度都是影響PP高透片材質(zhì)量的關(guān)鍵因素。此外,為滿足不同應(yīng)用需求,生產(chǎn)線還可能集成有添加劑喂料系統(tǒng),用于添加抗靜電劑、潤滑劑或其他改性劑來改善片材性能。
