




農用薄膜生產技術問題分析
2022-12-05 09:24 來源:金洪波教授 唯塑傳播
多功能棚膜的主要共性問題
高壓料使用比例過大、薄膜上有糊料、薄膜薄厚不均、縱向條紋與劃痕、薄膜局部提前老化、折疊線開裂。

近年來,高壓料與線性料的價位差越來越大,對成本的影響越來越高,因此,高壓料應用比例就越來越受重視!
產生問題的主要原因
設備流道設計的合理性、流道加工手段先進性、良好的操作工藝控制、配方設計的難度、各機器組件銜接合理性、加熱系統要完善、冷卻效率要不斷的提高、環境因素容易被忽視。
模具流道數量、孔徑、上仰角、熱傳導溫度和流道壓力等幾大指標非常重要。
大多數設備廠家重點考慮的是設備的加工時間、加工難度、加工成本。每一個彎道設計,直接影響物料的流速。熔體流量和流速的指標與流道的橫截面積、溫度、壓力有關。熱傳導效果與加熱距離有關,金屬壁厚度和聚合物都會衰減溫度到達的效果。小螺旋體的擠出量供不上大模口的需要,靠增加高壓比例來提高產量。
高壓聚乙烯的使用情況
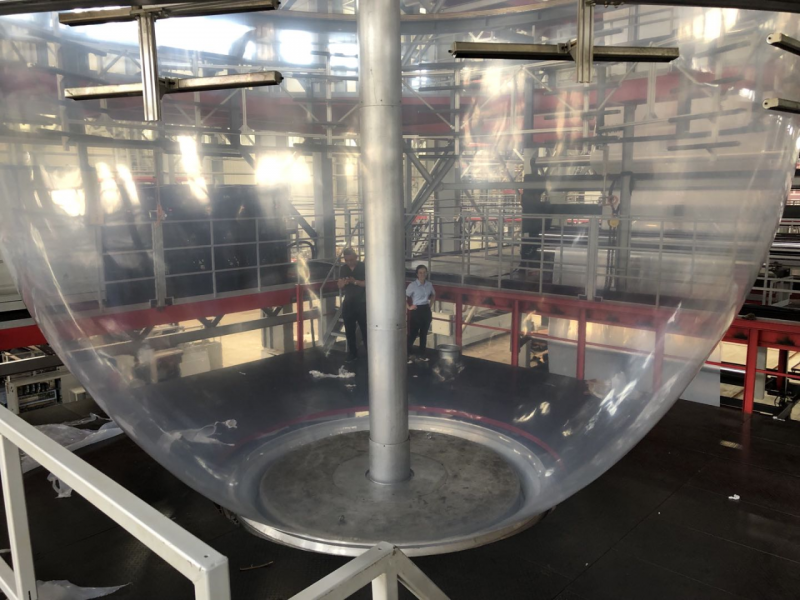
市場上超寬薄膜應用越來越多,當設備生產最大規格時,要是擠出量不夠,就會使得膜泡不穩定造成旋泡,或者冷卻不好造成坐泡。這要靠增加高壓料比例,提高擠出量穩定泡型,增加冷卻速度來解決。高壓料的用量過大會降低薄膜的物理性能,還會使制品成本增加。

內模芯的流道傾斜角度過大,影響產量,多放高壓,傾斜角度小,產量高,節省高壓。
影響高壓使用數量的諸多因素
首先是要選擇合理的吹脹比、適當的控制產量、控制生產局部環境溫度、提升改造機器的冷卻效率、修改配方設計難度等因素。
為了保證合理的吹脹比,就要有合理的模具設計和高精度加工,包括螺旋體的大小、流道的數量、流道的孔徑、圓弧型拐角等。
適當的降低生產產量,也可以降低高壓使用比例的方法。控制生產局部環境溫度也非常重要,特別是廠房高處積累熱氣的排出。對機器冷卻系統進行改造,提升冷卻效率也是降低高壓使用比例的手段。配方設計因素也很重要,盡量使用低融指線性也是降低高壓的方法。
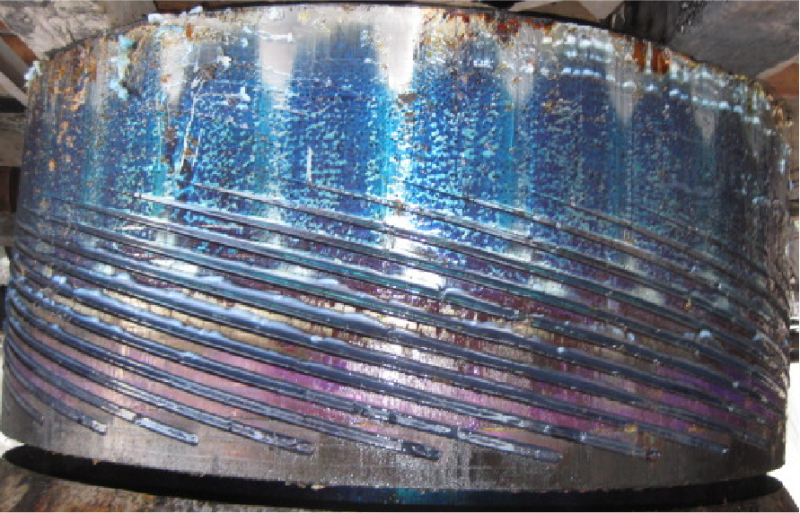
薄膜上有糊料主要有以下原因:
配方設計難度控制和操作工藝,薄膜生產工藝的制定與操作,設備流道設計不合理,設備維護保養不到位。

解決辦法:一般企業會采用回制料開機,減少新料的浪費;但大量使用重復加工的材料,容易產生晶點、僵塊和雜質,污染機器。部分企業采用清機料清理糊料,減少糊料產生的時間,提高成品率。但有些清機料價格很高,要求重復使用,如果不成型很難再重復使用。
拆開模具,清理流道,大多數企業清理工藝不專業,清理效果很難達標。模具返廠清理修復,有的修復尺寸修復鍍層,還有就是清理流道后裝配。
總之,這些方法都是可持續性差,費用高、效率低,要從預防為主,減少產生糊料入手,可參照以下幾點建議。

配方設計難度控制和操作工藝。配方中含有大比例粘度值比較高的高分子材料,而沒有采取措施。配方中有低分子物,需要采取保護措施。配方中含有無機物,除了分散均勻,還要考慮它的流動性能。與配方相對應的操作工藝容易被忽視。
要考慮加工助劑的加入量,工藝溫度設定與控制和高壓的使用。低溫加工很重要,但需要高熔指材料的配合,才能低溫加工。為了減少滯留和流動過慢,料的內潤滑性也需要考慮。不同的配方就要采用不同工藝溫度,需要解決升溫容易降溫難問題。
